Duminy Designs (Pty) Ltd Claimed
- Rian Edit
- Rooirivierrif, George,
George,Western Cape - 6529 - 0832221641
- Send Inquiry by Email














About company
Year Establish : 2015
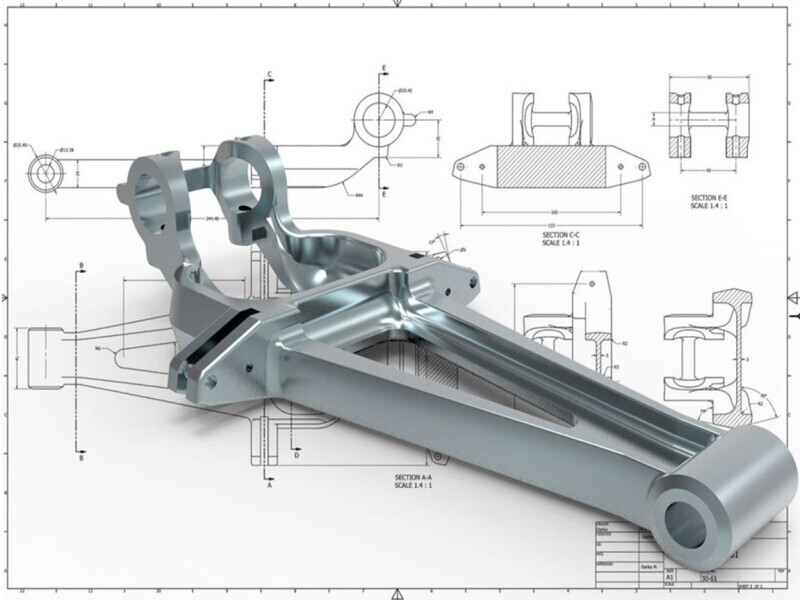
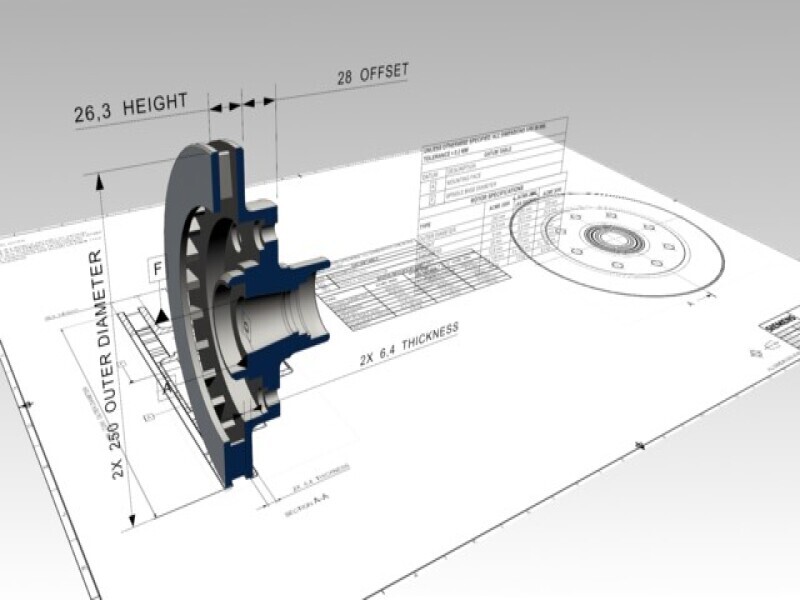
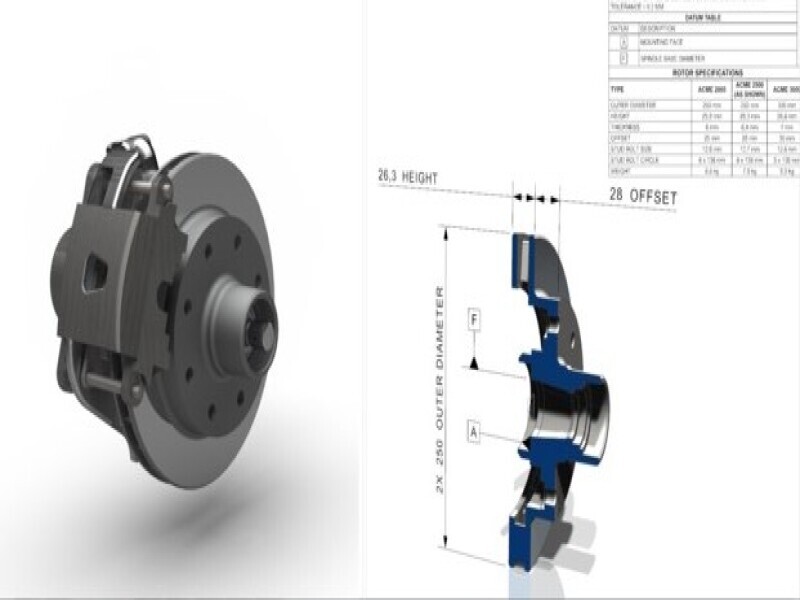
Dedicated and results-driven CAD Design Engineer with a strong background in software and hardware integration across Information Technology, Telecoms, and Industrial Engineering sectors.
Highly skilled in utilizing AutoCAD and other design tools to enhance product development and improve efficiency in mechanical and industrial designs. Passionate about leveraging software and hardware solutions to optimize customer experience and operational performance.
Proficient in writing software programs, debugging, and performing statistical analysis to drive improvements in product functionality and performance.
Extensive experience with Telecoms GSM/UMTS Circuit Switched Core Network software, parameter configuration, roaming, and maintenance.
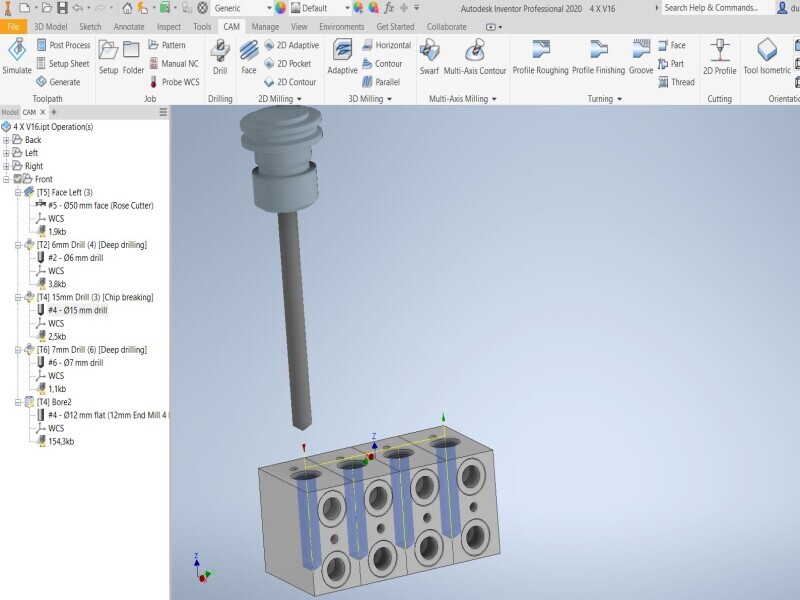
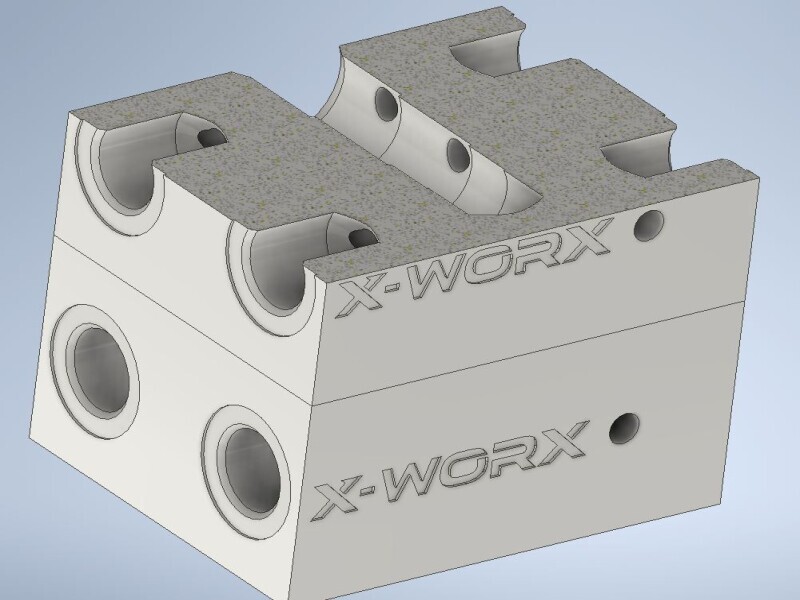
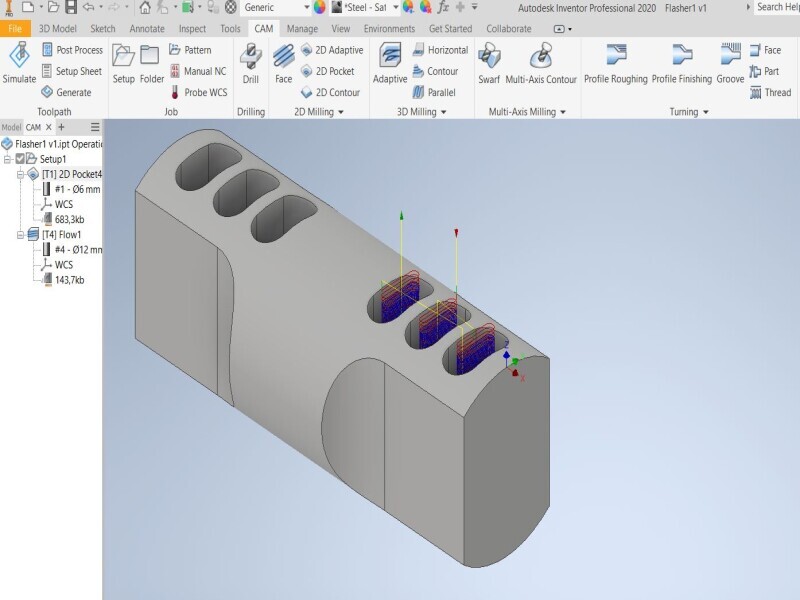
Expertise in CNC Industrial Engineering implementations, microcontroller programming, and sensor-based software applications.
Proven project management experience on both national and international levels, successfully leading Telecoms core network projects, including platform startups, network testing, and integrations.
Skilled at collaborating with cross-functional teams to deliver high-quality results and continuously seeking opportunities to apply knowledge and technical expertise to drive innovation and success in CAD design and engineering projects.
Hours :
Monday
24 Hrs
Tuesday
24 Hrs
Wednesday
24 Hrs
Thursday
24 Hrs
Friday
24 Hrs
Saturday
24 Hrs
Sunday
Closed
Products / Services


News / Updates

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Is this your business?